Spec. No. JENF243A-9122G-01 P.9/11
MURATA MFG.CO., LTD.
Reference Only
□Reflow soldering profile
Standard Profile Limit Profile
Pre-heating 150~180°C 、90s±30s
Heating above 220°C、30s~60s above 230°C、60s max.
Peak temperature 245±3°C 260°C,10s
Cycle of reflow 2 times 2 times
9-3.Reworking with soldering iron
• Pre-heating: 150°C, 1 min • Soldering iron output: 80W max.
• Tip temperature: 350°C max. • Tip diameter:φ3mm max.
• Soldering time : 3(+1,-0) seconds. • Times : 2times max.
Note :Do not directly touch the products with the tip of the soldering iron in order to prevent the crack
on the ferrite material due to the thermal shock.
9-4.Solder Volume
Solder shall be used not to be exceeded as shown below.
1/3T≦t≦T
(T:Chip thickness)
Accordingly increasing the solder volume, the mechanical stress to product is also increased.
Exceeding solder volume may cause the failure of mechanical or electrical performance.
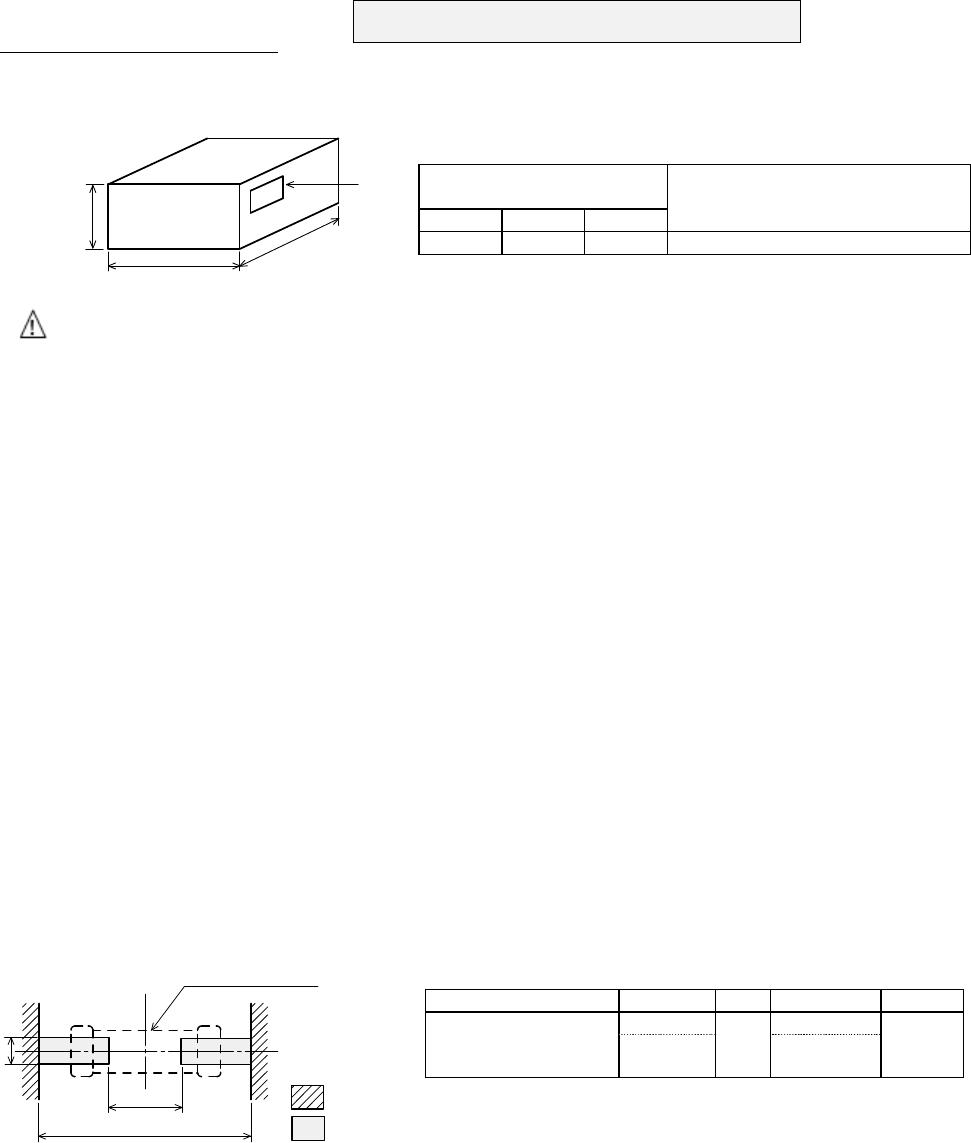
9-5.Attention regarding P.C.B. bending
The following shall be considered when designing and laying out P.C.B.'s.
(1) P.C.B. shall be designed so that products are not subject to the mechanical stress for board warpage.
<Products direction>
Products shall be located in the sideways
direction (Length:a<b) to the mechanical
stress.
(2)Products location on P.C.B. separation.
Products (A,B,C,D) shall be located carefully
so that products are not subject to the
mechanical stress due to warping the board.
Because they may be subjected the mechanical
stress in order of A>C>B ≅ D.
9-6.Mounting density
Add special attention to radiating heat of products when mounting the inductor near the products with heating.
The excessive heat by other products may cause deterioration at joint of this product with substrate.
Recommendable
Upper Limit
t
〈
Poor example
〉
〈
Good example
〉
b
a
Seam
Slit
A
D
B
C
b
a
Length:a
<
b
Limit Profile
Standard Profile
90s±30s
230℃
260℃
245℃±3℃
220℃
30s~60s
60s max.
180
150
Temp.
(s)
(℃)
Time.